Work Rolls for Tension Levelers: The Heart of Precision Flattening
1. The Work Roll: Executor of Precision Leveling
At the core of every tension leveler, the work rolls are the precision components that make direct contact with the metal strip and perform the flattening action. Unlike traditional straighteners, a tension leveler employs an array of small-diameter work rolls (typically 17 to 23 rolls) that apply a continuous, progressive bending action while longitudinal tension is exerted on the strip.
The diameter, spacing, surface finish, and material of the work rolls collectively define the machine’s capability range and the final flatness quality. They are the critical element for achieving perfect flatness in materials ranging from high-strength thick plate to ultra-thin aluminum foil.
2. Design Philosophy: Why Small and Dense?
The defining design feature of tension leveler work rolls is their small diameter and close pitch (center-to-center distance). This design is rooted in a fundamental metalforming principle: the smaller the bending radius (i.e., the roll diameter), the more concentrated and effective the plastic stretching of the material fibers.
Small Diameter Advantage: A smaller diameter (common range: 20mm to 60mm) induces sufficiently high bending stress in the strip to efficiently eliminate microscopic, stubborn coil set and wavy edge defects. This is crucial for leveling high-strength steels and thin-gauge materials.
Close Pitch Advantage: The tight roll spacing ensures the strip undergoes a continuous, smooth curvature change through the leveling zone, preventing new shape defects or surface scratches caused by abrupt bending moment shifts.
This “small roll, dense pattern” design makes tension leveling more efficient and energy-effective than pure stretch leveling, while also being capable of correcting more complex shape issues.
3. Construction & Evolution: From 4-High to 6-High
Modern tension leveler work roll systems have evolved into key configurations to meet diverse production needs. The most advanced structures are the “4-High” and “6-High” configurations.
| Feature | “4-High” Work Roll System | “6-High” Work Roll System |
|---|---|---|
| Schematic | Work rolls are directly supported by a set of large backup rolls. | An intermediate roll set is added between the work rolls and backup rolls. |
| Core Advantage | Robust structure with extremely high rigidity, suitable for applying massive leveling force to thick plate and high-strength steel. | Perfect strip surface protection. Intermediate rolls isolate vibration and error transmission from work rolls. Designed for aluminum, stainless steel, coated products, and premium finish sheets. |
| Work Roll Trait | Rolls require extreme hardness and wear resistance to withstand high force. | Work rolls can be made with smaller diameters, focusing on precision bending, and demand superior surface finish. |
| Primary Application | Hot-rolled high-strength steel, thicker carbon steel where surface finish is less critical. | Automotive exterior panels, polished stainless steel, metal foils for electronics—applications demanding premium surface quality. |
4. Surface Finish: More Than Just Smooth
The work roll surface condition is directly “printed” onto the strip. Its finish is a precise science tailored to product needs:
Polishing & Chrome Plating: The most common combination. Ultra-precision grinding and polishing achieve minimal micro-roughness. Subsequent hard chrome plating significantly enhances the roll’s wear resistance, corrosion resistance, and strip release properties, extending maintenance intervals.
Matte (EDT) Finish: Through controlled blasting or laser texturing, a uniform, microscopic roughness is created. This “matte roll” effectively breaks the oil film between the strip and roll during leveling, providing consistent friction and preventing slip—especially useful for electrical steel and some aluminum alloys.
Special Coatings: For materials prone to sticking or galling (e.g., some titanium or copper alloys), special coatings like PTFE-based or ceramic layers can be applied to reduce adhesion.
5. Material Selection: Balancing Hardness, Toughness & Cost
| Material Type | Core Characteristics | Typical Application & Advantage | Considerations |
|---|---|---|---|
| High-Chromium Tool Steel | High hardness, excellent wear resistance, good fatigue strength. | The most versatile choice for leveling most carbon and stainless steels. Offers the best cost-performance ratio. | Risk of brittleness under extreme conditions. |
| Powder Metallurgy High-Speed Steel | Extreme hardness and red-hardness (retains hardness at high temp), wear resistance far exceeds traditional steel. | Used for ultra-high-strength steels or in continuous lines requiring extremely long roll life. | Very high cost. |
| Tungsten Carbide | Extreme hardness, wear/compressive strength, and very high elastic modulus. | Used for manufacturing very small diameter work rolls (e.g., <30mm), as it maintains rigidity without bending. | Extremely expensive, difficult to machine. |
6. Maintenance & Service Life
Work rolls are high-value precision consumables. Their service life and maintenance directly impact production cost and product quality stability.
Core Daily Practice: Cleaning & Inspection. During every roll change or maintenance stop, rolls must be thoroughly cleaned with dedicated solvents and soft tools (e.g., copper scrapers) to remove metal dust, oil, and debris. Simultaneously, inspect under bright light for dents, rust spots, spalling, or abnormal wear.
Damage Prevention: Any impact from a hard object (tool, metal chip) can cause a permanent dent. This dent will then be imprinted onto every subsequent strip, creating a periodic defect and major quality incident. Therefore, professional handling tools and strict procedures are mandatory for roll transport, storage, and installation.
End of Life: Work rolls are not used until completely worn. They must be replaced when the diameter is ground down to the minimum design limit or when irreparable fatigue cracks or spalling appear. Continuing to use them compromises leveling accuracy and shape quality.
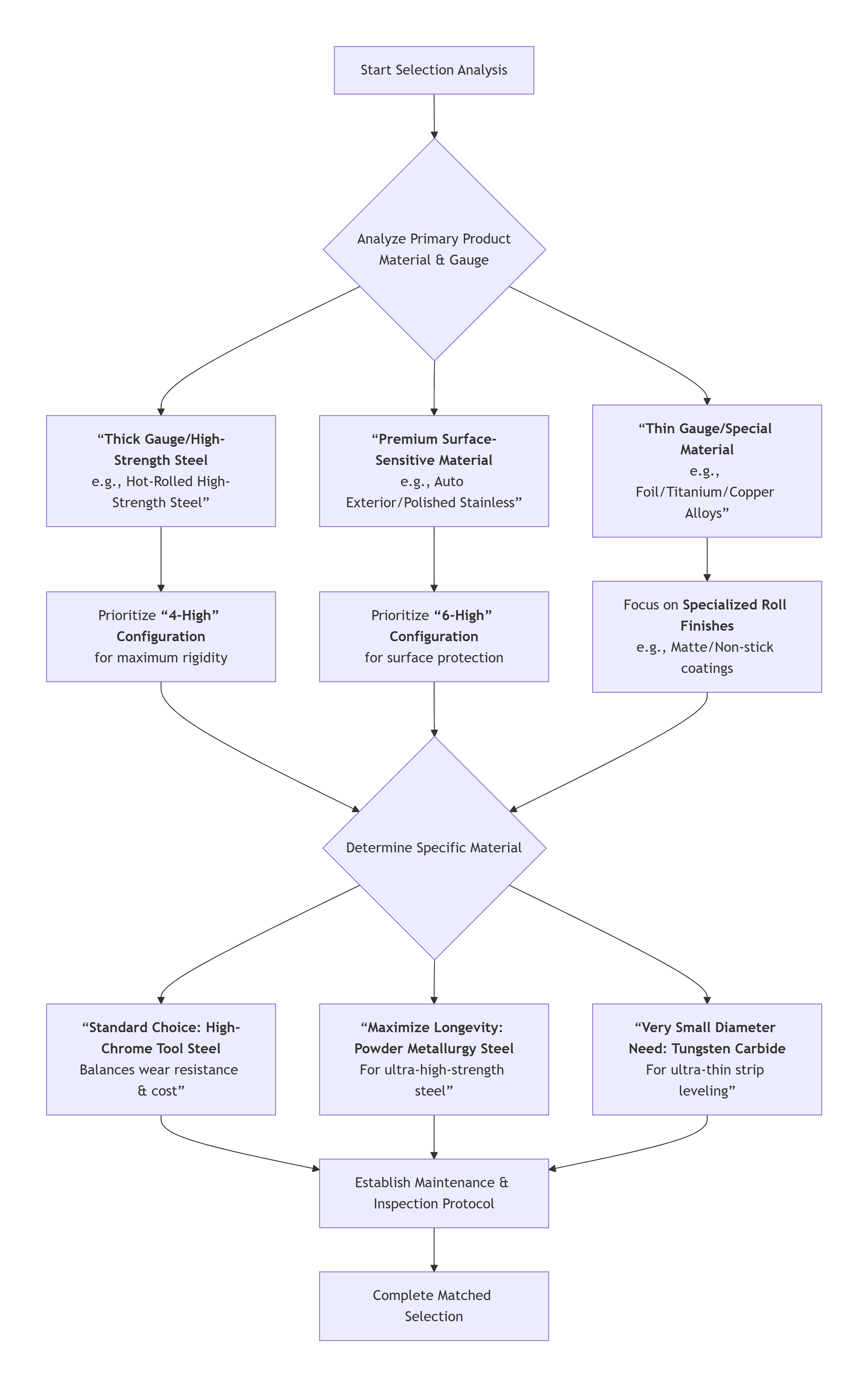
7. Selecting the Optimal Work Rolls for Your Line
Choosing work rolls is not an isolated task but a systematic decision integral to your product mix, quality standards, and production pace. The following decision flowchart can guide your selection process:
Conclusion
Work rolls are far from simple rotating parts; they are the soul of tension leveling technology. Their design, manufacture, and maintenance directly define the performance ceiling of the leveler. Understanding the principles, types, and selection logic of work rolls will not only enable better communication with equipment suppliers but also lay a solid technical foundation for your production line to achieve optimal flatness quality, maximum operational efficiency, and the lowest total cost of ownership. Investing in the correct work roll configuration and expertise is an investment in the core competitiveness of your final product.